扫一扫咨询详情

全国咨询热线:
14768523222
扫一扫咨询详情
全国咨询热线:
14768523222联系热线
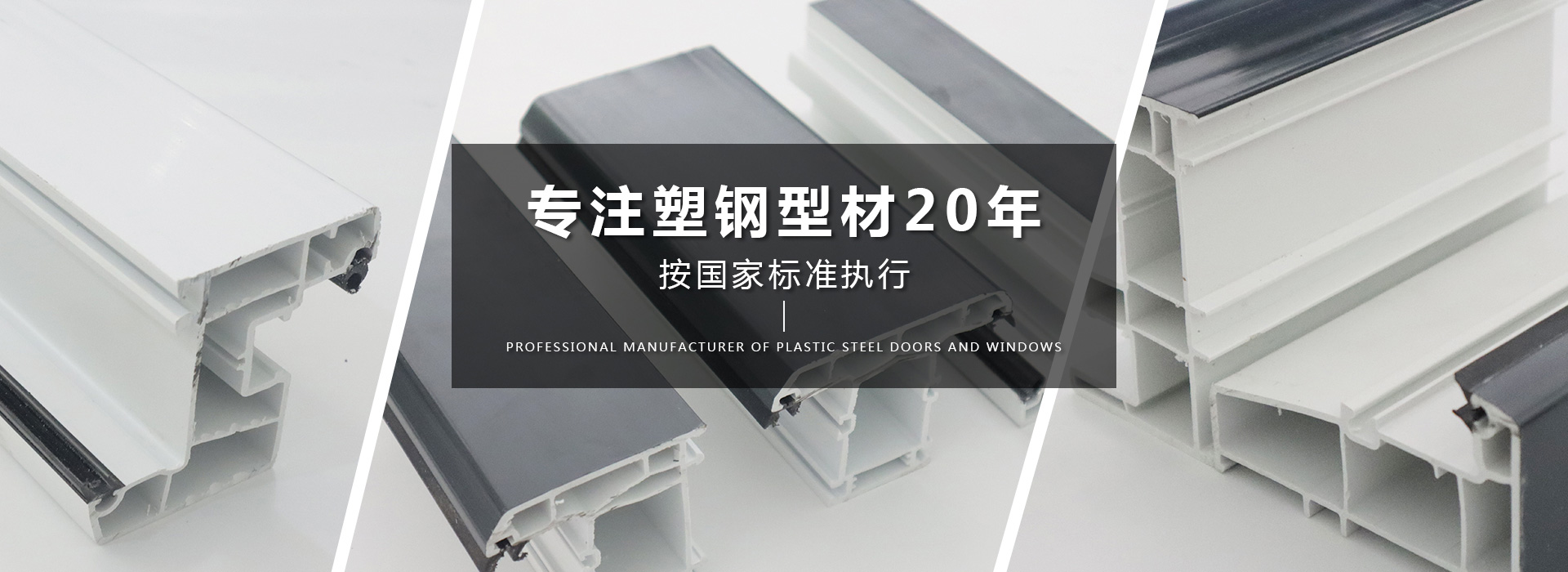
塑料异型材成型过程中分为三个阶段:
第一阶段是原料塑化,即通过挤出机的加热和混炼,使固态原料变为均匀的粘性流体;
第二阶段是成型,即在挤出机挤压部件的作用下,使熔融的物料以一定的压力和速度连续地通过成型机头,从而获得一定的断面形状;
第三阶段 是冷却定型,即通过不同的冷却方法使熔融的物料将已获得的形状固定下来,并变为固体状态。
由此可见,影响制品质量的因素很多,包括材料、挤出机、挤出模具、牵引机等一系列因素。常见塑料异型材质量缺陷有壁厚不均匀、弯曲、表面不平、表面划痕、型材震动、分解线等,下面针对质量缺陷一一进行分析,并给出相应的解决对策。
一、壁厚不均匀
1、口模板定位不准
由于模头内模板定位不准,从而导致口模间隙不均匀,引起巴拉斯效应的程度不同,冷却后最终导致制品的壁厚不均匀。
对策:校正模板间定位销,调节口模间隙。
2、口模的成型长度短
口模的成型长度的确定是异型材挤出机头设计的关键。对于不同的制品,成型长度不一样,壁厚的部分阻力小,流速快;壁薄的阻力大,流速慢。壁厚制品成型长度应比壁薄制品 长一些,用成型长度来调节速度,使出口处料流均匀。否则,制品将会出现厚薄不均及皱纹
对策:参照相关手册,适当加长口模成型长度。
3、模头加热不均
由于模头加热板或加热圈的加热温度不均,使得模头内各处聚合物熔体粘度不一致,待冷却收缩后,便产生不均匀的壁厚。
对策:调整加热板或加热圈的温度。
4、口模磨损不均匀
口模是成型型材表面的零件,与物料直接接触,会发生磨损和腐蚀现象。口模之所以发生不均匀的磨损是由口模内壁与分流锥不同部分的物料流速、流量、壁压、阻力不同引起的 。塑料通过口模后能得到一定的形状和尺寸。因而口模磨损将直接导致厚薄不均。
对策:采用“节流与开源”的方法修补口模板间隙或分流锥角度。
5、物料含有杂质堵塞流道
服务热线